Contractor build specifications for cement and acid pumpers change as the critical field equipment is tested under real-world conditions.
Cement and acid (C&A) pumpers have become the workhorses of resource drilling, providing the extreme pumping power required to stimulate wells with acid, case oil and gas wells in cement, engineer remedial cementing of underperforming wells, or to provide final cementing of abandoned wells. The oil and gas industry is currently demanding units that are tough, increasingly computerized and provide significantly more creature comfort for operators.
Derek Hagel, owner of Hagel's Welding in Calgary, Alberta, Canada, has been building C&A pumpers since his teen years, and reckons he's built hundreds of units in his career to date.
"My father, Al, started business in Saskatchewan in 1971, the year I was born, and he opened a shop in Alberta around 1975," says Hagel. "He built C&A pumpers and some of the earliest fracking machines for companies like Slurry Cementers, Fracmaster and Nowsco.
The junior Hagel was already welding and building in his teen years, working weekends and summers until he began his formal welding apprenticeship at his father's shop in 1990.
Al Hagel passed away in 2001 and his business was sold, although Derek purchased one of the company's portable welding units and began Hagel's Welding as a mobile service in 2002. The fixed-address shop was established in 2004.
Range of equipment
The company currently produces a range of oilfield service equipment, including C&A pumpers, dedicated cementers and acid pumpers, chemical cleaning units, hot oilers, vacuum trucks, and dredging barges for tailing ponds.
C&A pumpers continue to form a large share of the company's output, for a client list that includes Technicoil Corporation, StimSol, Esco Oilfield Services and Atomic Oilfield Services Ltd.
"One of the main misconceptions I deal with from people who aren't in the oil and gas industry is that the C&A pumpers actually transport cement and acid to well sites, instead of pumping material that's delivered to the site," says Hagel. "It's easier to think of them as coiled-tubing assist vehicles that provide the pumping pressure required to move fluids into the wellbore."
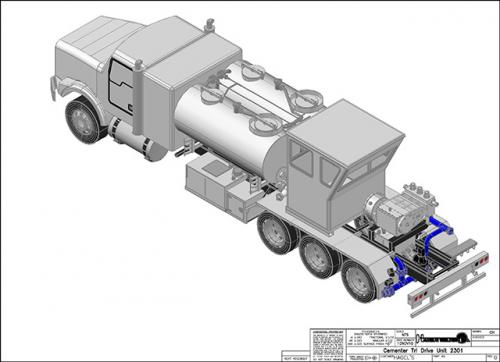
Construction of each unit begins with a design, including accurate weights and dimensions. Design drawings are submitted to Transport Canada, the country's federal transportation authority, and subjected to a weight analysis to ensure that the design offers an acceptable road weight and center of gravity. Once designs are approved, the shop is issued a National Safety Mark that appears on a plate affixed to each unit the company builds.
Big truck base
"We basically start construction with a truck and a chassis," says Hagel. "We generally use a Western Star, a Freightliner or Peterbilt with automatic transmission. You need a fairly heavy truck with a powerful engine that can offer 550 to 650 hp, because your big triplex pump is going to steal at least 400 hp from that engine."
Hagel fabricates the truck displacement tanks, located behind the cab, that are used to mix chemicals. They're only exposed to low concentrations of acid, typically hydrochloric, which is delivered to the site by purpose-built vehicles.
However, in addition to pumping lower concentrations of acid, the C&A units must also perform double-duty to pump wet cement slurry, a combination of cement, water and additives. That leaves Hagel a choice of pair of either 800-gallon steel or fiberglass tanks.
"There's still a lot of debate over tank materials," says Hagel. "Some swear by stainless steel, but if you're not sure what's going to go into that tank, you may find it resistant to one chemical while something else starts to corrode it immediately. Typically, I use a mild steel tank which offers the user the broadest multipurpose capability while lowering overall cost."
Hagel also builds dedicated acid pumpers designed to legally haul and pump acid on site. "The guys who are transporting concentrated acid and pumping it into the C&A units need to go with stainless steel or fiberglass," he says.
Power transfer
Hagel employs a power transfer case, located on the drive line between the transmission and rear axle, to power the triplex.
"People are still confused about the difference between this system and a power take-off (PTO), which takes its power directly from the transmission gears," says Hagel. "The power transfer case has an upper output that supplies the power needed to drive the big pump, so it's just a matter of using your transfer case to divert the power from the rear wheels."
A transmission-mounted PTO provides power to a series of hydraulic circuits.
"We design these systems with nice, big hydraulic tanks," says Hagel. "The more hydraulic fluid, the less chance of overheating. It's simple and foolproof. We've worked over some existing trucks that had complex hydraulic systems incorporating a hydraulic tank half the size of what you might expect. Those designs might have worked on paper, but they obviously weren't working when you hooked up a half-dozen hydraulic components."
While Hagel builds the hydraulic tubing for the systems, the pumps are off-the-shelf units.
One of the hydraulic systems is used to power the augers which mix the materials, whether cement slurry or acid, inside the displacement tanks.
Another smaller mix/load pump assists in transferring material from the bulk trucks to the C&A unit and mixing the material inside the tanks. Hagel typically uses a 2x3 Mission pump by National Oilwell Varco or a Signature Series by Bowie Pumps of Canada Ltd.
The C&A unit's pump powerhouse is a 600 hp short triplex, supplied either by MSI (Manifold System Ironworks SA) or Weir SPM. "These pumps need to be compact," says Hagel. "Customers have a big wish list for the available space and if we can save on the triplex pump footprint, they can make use of the extra real estate."
A Gardner Denver 4x5 centrifugal pump primes the main triplex with flow rates up to 950 gpm, allowing the triplex to achieve pressures of up to 15,000 psi.
The triplex is outfitted with a standard 1502 iron high-pressure discharge hookup.
Control cab comfort
Hagel notes that the earliest units he built featured no control cabs. While he can build cabs and controls, he finds its more economical to source the control cabs from companies that specialize in assembling them.
"In the old days, the operators used to have to climb all over the rig to operate the individual controls," he says. "Now the control cabs are central command, with switches to actuate pneumatically controlled valves. The cabs are air-conditioned, and once the operator hooks up the 1502 iron, they pretty much get into the cab and stay there until the work is finished, pulling data with a laptop to find out how much volume of each fluid was pumped, or any other data the customer wants."
Customization of the units is key, says Hagel. Typical requests include the addition of specialized toolboxes, relocated ladders, wider stairs, a larger work deck, altered piping schemes, extra toolboxes or the addition of a generator.
Cold-weather operators request winterized vehicles with heaters installed in the lube and hydraulic fluid tanks. It's a simple adjustment that taps into the truck cab climate control system through a tube that coils inside the fluid tanks.
Methanol request
However, one request that's cropping up from the industry is the addition of an auxiliary methanol tank to help clean out displacement tanks.
"Normally, the tanks are washed out as well as possible at the well site, then thoroughly cleaned at home base," says Hagel. "The methanol tank is designed to do a better job of cleaning, so they can do a wash-down at the well site or supply customers with methanol. I warn owners that this is opening a regulatory can of worms, because it transforms a vehicle that doesn't transport dangerous goods into one that does."




{kind=link}
Comments